6D140 - 1 Diesel Used Engine Blocks For Exvavator PC650 Water Cooling
Specification
| Type: Engine Cylinder Block | Cylinder Block Travel: 165 | |
| Application: Excavator | No. of cylinders: 6 | |
| Condition: Original Used | Cylinder bore: 140 | |
| Type: Direct injection | Model No: 6D140 - 1 | |
Description
ENGINE BLOCK HIGH PRESSURE WASH
Following these precise machining procedures and engine restoration services, our blocks undergo a second high pressure wash cycle to guarantee the removal of any debris that may have adhered or become dislodged during the machining process. Absolute cleanliness is necessary for the next step, which is final assembly. After the blocks receive a final wash we clean all parts ultrasonically.
ENGINE BLOCK SONIC CLEANING
This Ultrasonic Cleaning Method is long known as the "benchmark" in cleaning. Hundreds of specifications reference an ultrasonically cleaned part as the ultimate target for cleanliness. Ultrasonic cavitation is able to clean right down to the surface of a part and beyond. It is also able to reach internal areas, which are not accessible by using other cleaning means including spray and mechanical agitation. The forceful nature of ultrasonic energy provides the physical "push" required to break the mechanical and ionic bonds that hold very small particles to surfaces.
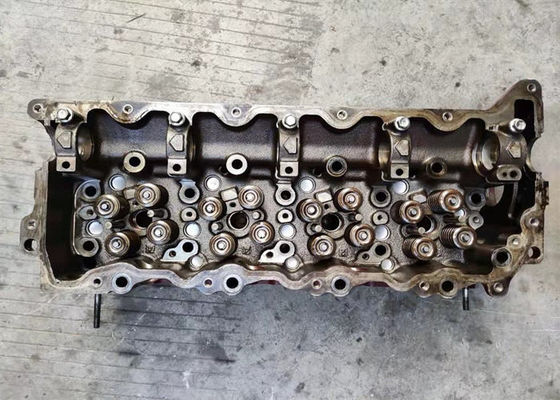
ENGINE BLOCK ASSEMBLY
At Promar there are no assembly lines during engine block remanufacturing. All engines are custom built. Each assembler does a visual inspection of the block, heads, crankshaft and all-inclusive parts prior to assembly. The Ra tester is used to check all cylinder bores, crankshaft journals and gasket surfaces. All parts such as crankshafts, bearings, cylinder bores, pistons, rings, connection rods, main saddles, lifter and camshaft bores are miced for proper size.
Each block is fitted with new full circle cam bearings, oil restrictors, relief valves, new water and oil plugs. The crankshaft is fitted in the block with new high quality bearings and each journal clearance is checked with plastigage, torqued and double-checked. New rings are then fitted in each bore to assure proper end gap. Each new piston is checked for proper clearance in each bore. The rings are installed on the piston and assembled into the bores. Each assembly is supplied with new high quality bearings and each journal clearance is checked with plastigage, torqued and double-checked. A new camshaft is then fitted into cam bearings bores and all new timing components are installed and double-checked by an assembly manager.
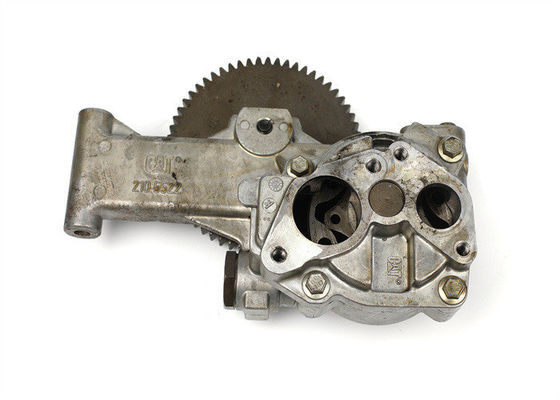
Cylinder heads are then installed with new head bolts and new Felpro or Victor head gaskets. The block now receives new lifters, push rods and rocker arms which are adjusted and a second check completed by an assembly manager. Each cylinder is then accurately checked for seal integrity to assure no compression or water leaks. At this point the engine is primed with special lubricant and a new oil pump. The residual parts of the gasket set are sent along with the engine. The assembly manager then conducts the final inspection of the engine.
![]()
![]()
![]()