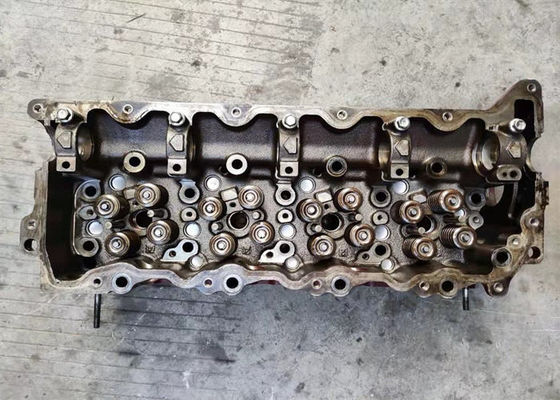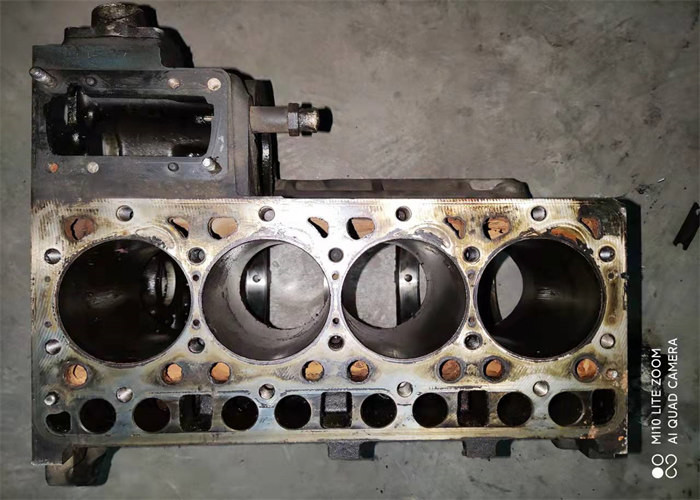
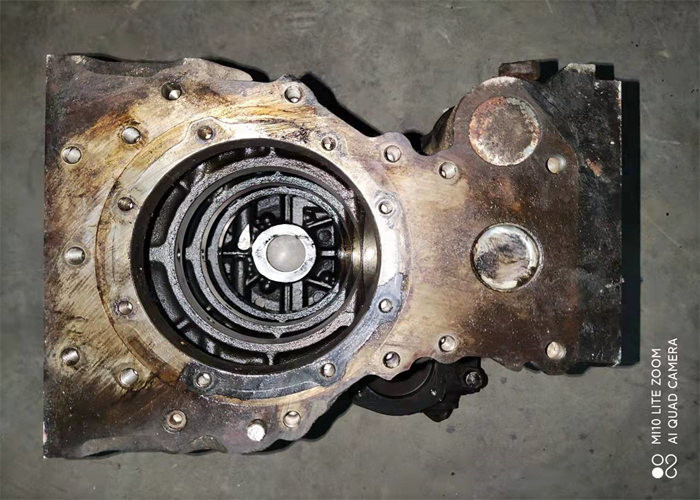
V2203 Diesel Used Engine Blocks For Excavator KX155 Water Cooling
Specification
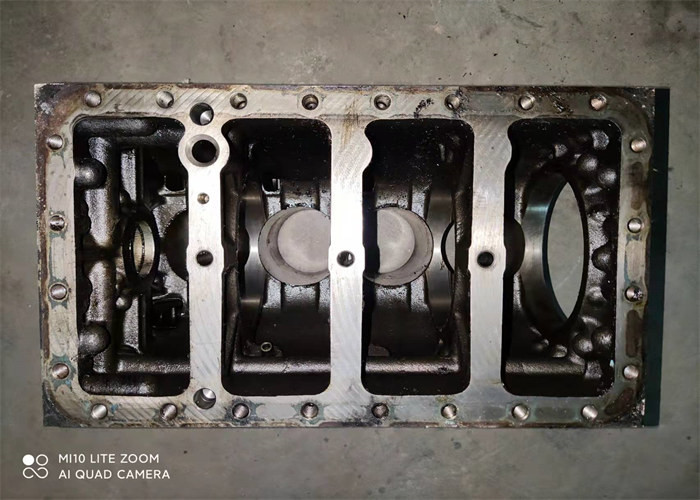
| Car name: Engine cylinder block |
| Model Number: V2203 |
| Cylinder stroke: 87 |
| Cylinder diameter: 102 |
| Application: Excavator |
| valve: 8 valve |
| Cooling: Water cooling |
| Injection: Eddy |
| Work form: Turbo |
Description
ENGINE BLOCK SHOT BLASTING
Our shot-blasting machine employs a cleaning method using stainless steel shot. This finishing process is used by Promar to remove surface contamination such as rust and irregularities from engine blocks during remanufacturing. The result of this method is a cleaner smoother surface finish to make easy the detection of surface and subsurface casting defects during quality inspection.
To insure stress free casting, the peening process is used to impart compression strength to metal parts. This is accomplished by metal shot pellets acting like miniature ball peen hammers as they strike the entire surface of the block. All iron castings are put through this process before a preliminary inspection for defects is done. This process using the AR HB41 is employed for cast iron blocks only and facilitates a more accurate magnetic particle inspection.
Engine Block After Shot Blasting
ENGINE BLOCK MAGNAFLUXING
Magnetic particle inspection is the most definitive method of detecting cracks and imperfections in any ferrous engine parts. This procedure, as part of our engine restoration services, assures the highest quality cast iron blocks. The next process is pressure testing, but first, let us explain how aluminum blocks are cleaned, pressure tested and checked for casting defects.
Engine Block Crack Detection
ENGINE BLOCK HIGH PRESSURE WASH
The first stop for a qualified aluminum engine block during remanufacturing is our AXE SW20 OS spray cleaning system. With twice the spraying power and a dramatically increased number of multi integrated spray nozzles, this state of the art system assures Promar that all oil, dirt and foreign material is removed from even the smallest of oiling holes. Cleanliness of the aluminum engine block is essential to insure an accurate inspection. This process is used on all aluminum engine blocks as a first step prior to the second step of ultrasonic cleaning.
![]()
![]()