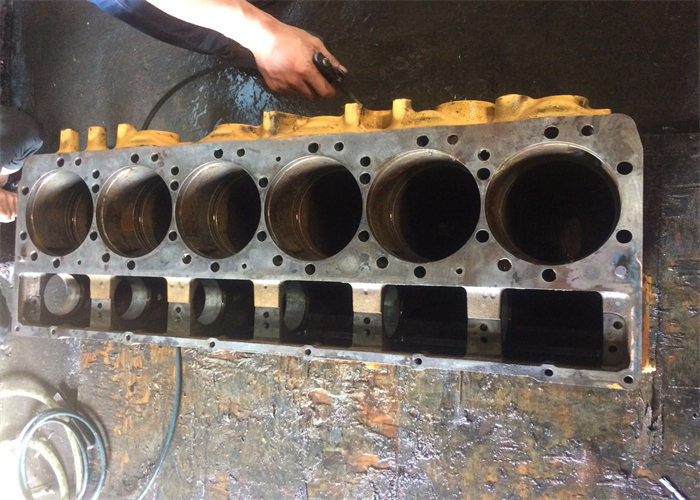

C13 Diesel Used Engine Blocks For Excavator E349D E349F Water Cooling
Specification
| Car name: Engine cylinder block |
| Model Number: C13 |
| Engine type: Diesel |
| Application: Excavator |
| valve: 24 valve |
| Cooling: Water cooling |
| Injection: Electric |
| Work form: Turbo |
Description
Flame Spray Welding
Another technique for repairing cracks in cast iron heads and blocks is flame spray (powder) welding. Flame spray welding is faster and easier than furnace welding, and can create strong and long-lasting repairs the same as furnace welding. The head still has to be preheated and slow cooled after the crack has been filled.
irontite_tapered_plugs_2The flame spray torch has a trigger-operated hopper that feeds nickel powder into the flame. When the powder is exposed to the flame, it melts and fuses to the sides of the crack to fill the repair area. The process is similar to brazing but results in a much stronger repair than brazing. The powder can be used to fill holes and cracks, and to build up worn or damaged valve seats.
TIG Welding Aluminum Heads
Cracks in aluminum heads are most often repaired by TIG welding using argon or sometimes helium gas. An inert gas shield is needed because aluminum forms an oxide coating when it is exposed to air. The oxide coating can contaminate the weld and prevent the filler rod from fusing with the surrounding metal. An alternating current is used to alternately heat the metal and burn off any oxide that forms. Like cast iron, aluminum should be preheated prior to welding. But with aluminum you only need to preheat to 350 to 450 degrees F.
Aluminum conducts heat much faster than cast iron so it’s important to keep the head warm while it is being welded. Welding techniques vary, but the basic idea is to melt the surrounding metal and fill the crack with molten metal and filler rod. The strongest welds are achieved by using a filler rod that closely matches the alloy in the casting. Two filler rods that work well are #4043 and #5356 with 5 percent magnesium. The type of electrode that’s used on the TIG welder can also make a difference. Tungsten thorium electrodes work well with aluminum, but zirconium tungsten electrodes (which are much more expensive) are considered irontite_tapered_plugs_3the best.
![]()
![]()