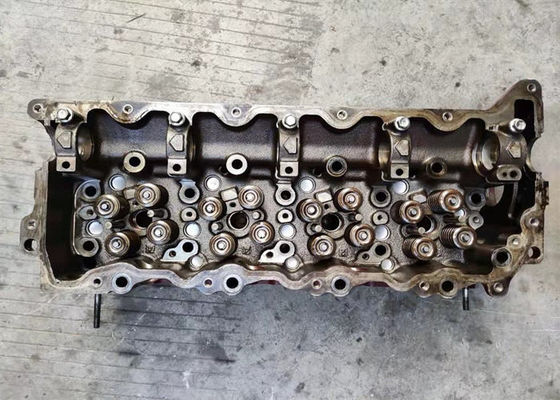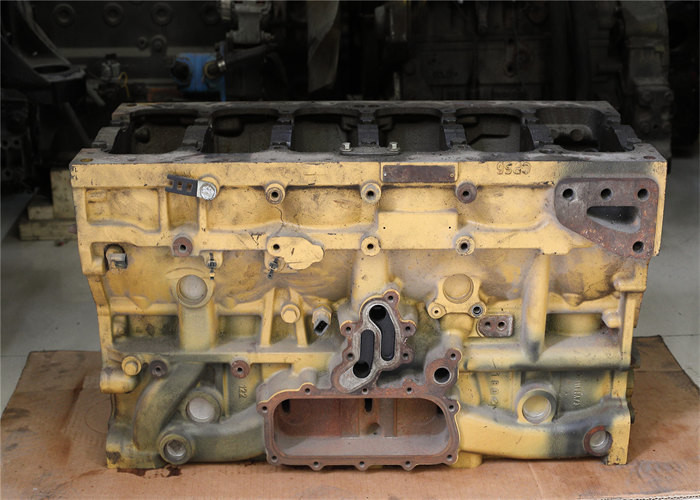
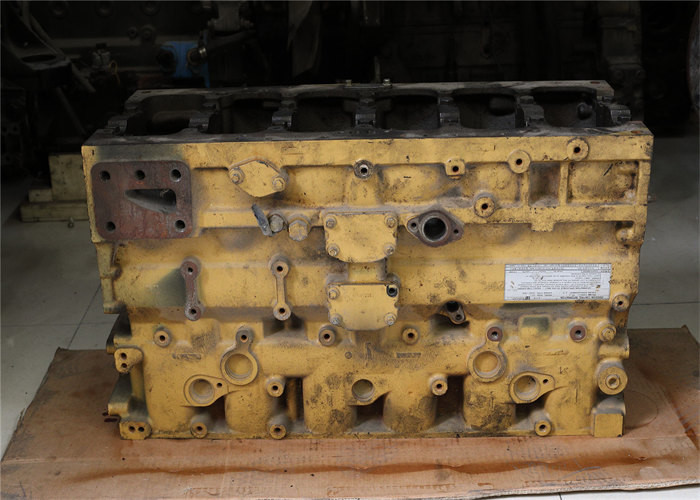
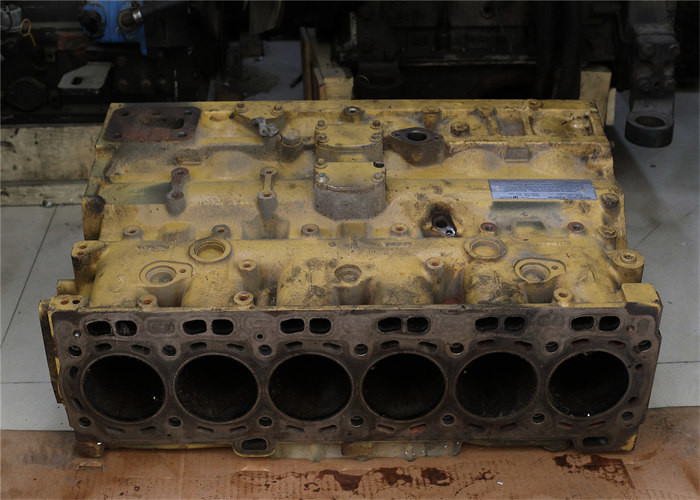
C6.6 Diesel Used Engine Blocks For Excavator E320D E320D2 Water Cooling
Specification
| Car name: Engine cylinder block |
| Model Number: C6.6 |
| Engine type: Diesel |
| Application: Excavator |
| valve: 24 valve |
| Cooling: Water cooling |
| Injection: Electric |
| Work form: Turbo |
Description
Pinning Techniques
The final step in a cold crack repair is to peen over the tops of the pins or plugs with a blunt tool bit in an air hammer. Peening deforms the tops of the pins and helps blend them into the surrounding metal. Peening also compresses the upper threads for a leak-free seal. The pins can then be ground flush as needed, followed by more peening to make an almost invisible repair.
Once the repairs have been completed on a cylinder head, the head should again be pressure tested to make sure there are no leaks. If there are small leaks, they can often be fixed by additional peening and/or installing additional pins. Also, don’t use too much air pressure to retest a head as this may push out the thread sealer before it has fully cured.
Welding Options
irontite_tapered_plugs_1If a cracked head or block can’t be repaired by filling the cracks with pins or plugs, welding is another option. For cast iron heads, this includes furnace welding, flame spray welding or brazing. With aluminum heads, it would be TIG welding.
Furnace welding requires a skilled welder and preheating the head in an oven to 1,000 to 1,400 degrees F (medium red color). The head must be perfectly clean and the valve guides, seats and any studs should be removed prior to welding. The crack must also be ground out all the way to the water jacket to accept filler rod (which should be the same alloy as the head).
The welding is done with an acetylene torch and a neutral flame. After the crack has been filled, the head must be wrapped in an insulating blanket to prevent it from cooling too quickly (which could result in hard spots or additional cracking). The rate of cooling should not exceed 200 degrees F per hour, so it should take 6 to 7 hours to cool back down to room temperature.
![]()
![]()
![]()