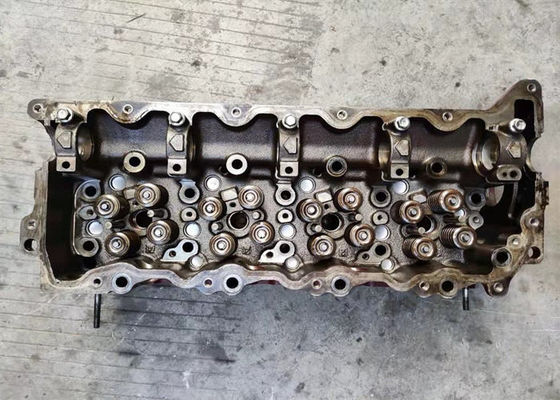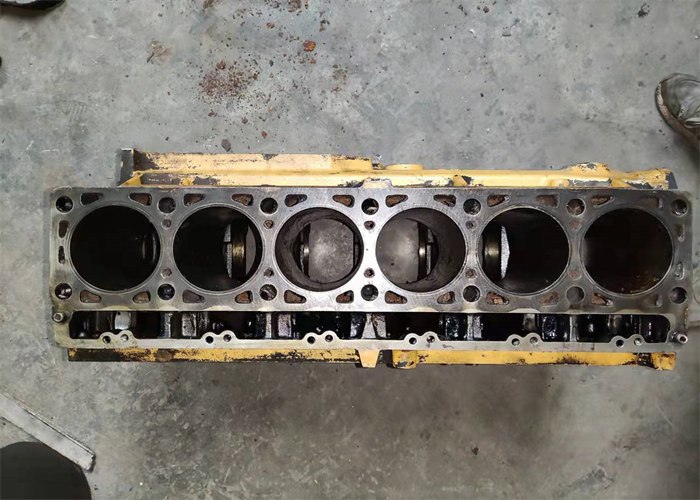
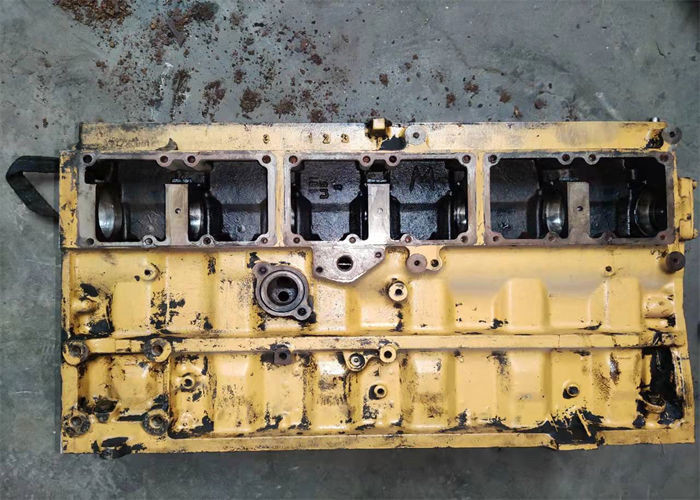

C7 Diesel Used Engine Blocks For Excavator E329D Water Cooling 221 - 4479
Specification
| Car name: Engine cylinder block |
| Model Number: C7 |
| Cylinder stroke: 127 |
| Cylinder diameter: 110 |
| Application: Excavator |
| valve: 18 valve |
| Cooling: Water cooling |
| Injection: Electric |
| Work form: Turbo |
Description
About crack
Something else to keep in mind about cracks is that they are often the result of too much heat. A leaky head gasket, water pump, radiator or coolant hose may have allowed a loss of coolant that eventually caused the engine to run hot and overheat. An exhaust restriction caused by a partially plugged catalytic converter (or particulate filter on a diesel engine) can also back up heat in an engine. So it’s important to identify and eliminate anything that might have caused the engine to overheat before it is put back in service – otherwise your crack repairs may be short lived.
Hot or Cold Repairs
diesel_repair_1Crack repairs can be made cold (pinning) or hot (welding and brazing). The method used will depend on the size of the crack and the type of casting (cast iron or aluminum). The main advantage of making cold crack repairs is that it requires no heat. No heat means no extra time needed to preheat and post cool the casting, and presents no danger of warping or distorting the casting. Heating a cylinder head or block causes it to expand, which in turn creates thermal stress in the metal that may lead to subsequent cracking when the metal cools – especially if it cools too quickly.
With pinning, there’s also less concern about making sure the metal around the crack is perfectly clean. Any type of welding requires a perfectly clean surface that must be free of contaminants such as grease, oil or dirt. This means the casting must be pre-cleaned before it can be welded. Also, welding requires grinding out the crack with a die grinder so new metal can fill the void and fuse to the metal on either side of the crack.
With cast iron heads and blocks, 80 percent of cracks can usually be repaired with iron or steel pins or tapered plugs while 20 percent of cracks will require furnace welding, flame spray welding or brazing. With aluminum heads and blocks, it’s just the opposite. About 80 percent of cracks are repaired by tungsten inert gas (TIG) welding while 20 percent of cracks are repaired with aluminum pins or plugs.
![]()
![]()
![]()