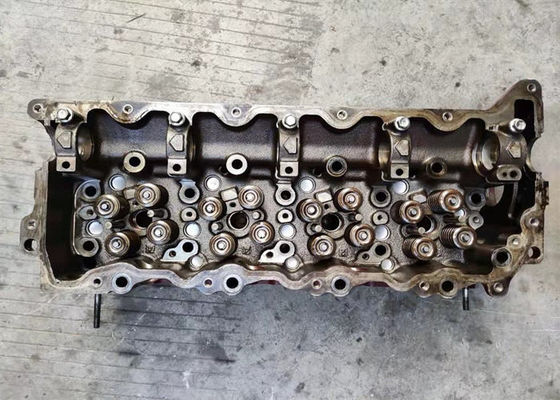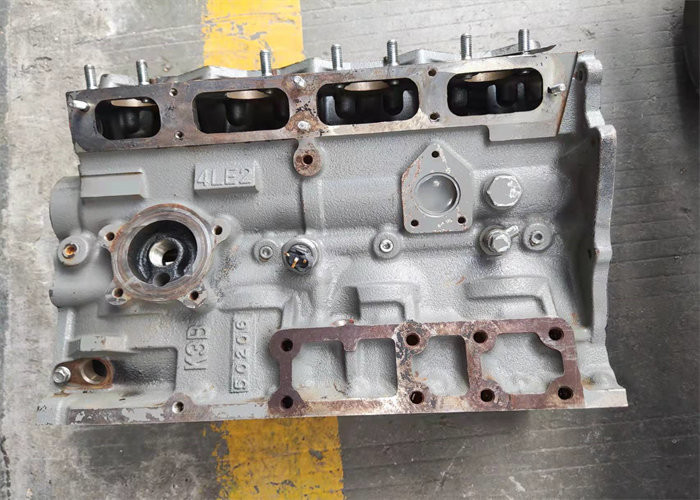

4LE2 Diesel Used Engine Blocks For Excavator SK75 - 8 Water Cooling 8980894851
Specification
| Car name: Engine cylinder block |
| Model Number: 4LE2 |
| Engine type: Diesel |
| Application: Excavator |
| valve: 8 valve |
| The number of cylinder: 4 |
| Injection: Direct |
| Work form: Turbo |
Description
Sand casting processes
In sand casting processes, the moulds and cores can be used only once. The metal enters the cavity either by means of gravity or low pressure. For larger production series, the moulds and cores are manufactured using moulding and core-forming machines. The moulding material is compacted by vibrating and/or pressing or by shooting or by pressure-wave impulse. The cores are generally blown or shot.
The highest degree of complexity can be achieved with advanced sand casting processes (e.g. the Core Package System or CPS). By this means, water pump housing, oil filter flanges and oil galleries can be integrated. Directional solidification and mechanical properties can be enhanced by using cooling chills. In the CPS process, the first main section concerns the production of so-called sand-cores. The sand is held together by the use of an organic binder.
These binders act like glue between individual sand grains. In general the tools to form the moulds are either heated (called ‘hot box’ procedure) or cool (“cold box” procedure). Most producers currently use the cold box method because of the much lower energy consumption.
When pressed into shape, the sand mould itself mirrors all the parts and openings of the final engine block. Once the mould is treated and cooled off, it moves on to the second section where the liquid aluminium flows into the mould. The block is then cooled before entering the third section where the mould and cast component are heat treated. This is important for tempering the casting as well as for burning off the organic binder which held together the sand core. Once the binder is burned off, the sand grains let go of the casting and fall onto a conveyor belt. About 98% of the sand can afterwards used again for producing the next mould.
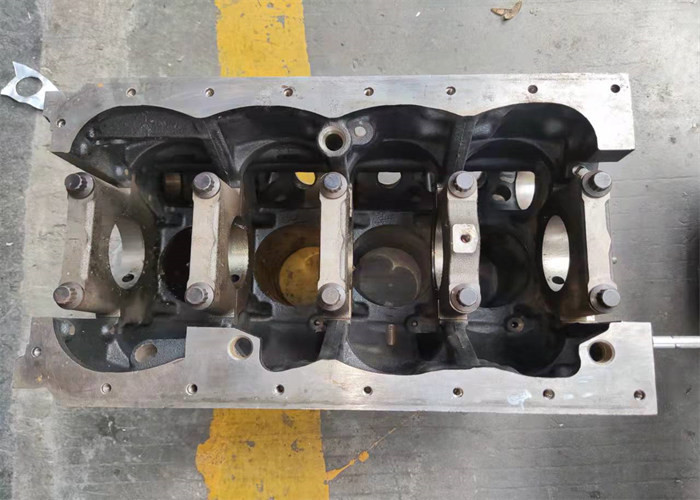
Designed as closed-deck and deep-skirt block, is the first high volume engine block production using the CPS® (core package system), where the whole mould consists of cold-box cores. The casting is filled upside-down using the contact pouring process and later, after roll-over, fed via the joint face with no additional cooling applied. The grey iron liners are assembled into the mould, then preheated and cast-in, the positioning range being ± 0.3 mm. De-coring and T5 heat treatment take place simultaneously.
![]()
![]()