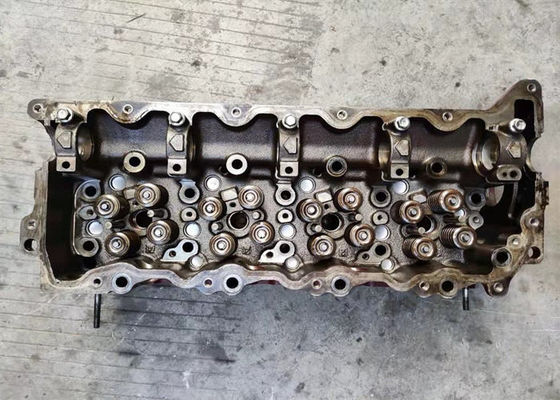
EP100 Diesel Used Engine Blocks For Excavator EX300 - 1 Water Cooling
Specification
| Car name: Engine cylinder block |
| Model Number: EP100 |
| Engine type: Diesel |
| Application: Excavator |
| valve: 12 valve |
| The number of cylinder: 6 |
| Injection: Direct |
| Work form: Turbo |
Description
Squeeze casting
In contrast to the HPDC process, mould filling in squeeze casting is done rather slowly and in a vertical movement. The die is therefore filled without significant gas inclusions and the components can normally be fully heat treated and welded. Satisfactory die filling and avoidance of oxide inclusions can be ensured by proper process control. But the minimum wall thickness should be slightly higher than in the HPDC process.
In practice, the squeeze casting method is mainly used for the infiltration of performs, e.g. for the local integration of aluminium matrix composites as cylinder liners into engine blocks.
Gravity die casting (GDC)
The permanent mold casting process makes use of a permanent steel die into which the aluminium melt is poured under the influence of gravity. Compared to the HPDC process, the complexity of the cast component can be increased by the use of sand cores to form undercuts and complex interior shapes in the casting. The use of water cooling and feeders leads to a directional solidification and hence sound castings with a low amount of defects can be achieved. Filling can be further improved using low pressure filling or the Rotacast® process.
Due to the rapid process of solidification, permanent mold castings have a dense, finegrained structure with good strength characteristics. Together with the possibility of a T5 or T6 heat treatment, the resulting mechanical properties are significantly higher than those which can be achieved with the HPDC process.
There are two variants of the permanent mold casting process, the tilting permanent mold process and the low-pressure process. In the tilting process, the die is tilted towards the side of the pouring opening, and then slowly moved back into the upright position as pouring progresses. In the low-pressure process, the melt is subjected to pneumatic pressure in the casting furnace and enters the die against the force of gravity through a rise pipe.
![]()
![]()
![]()