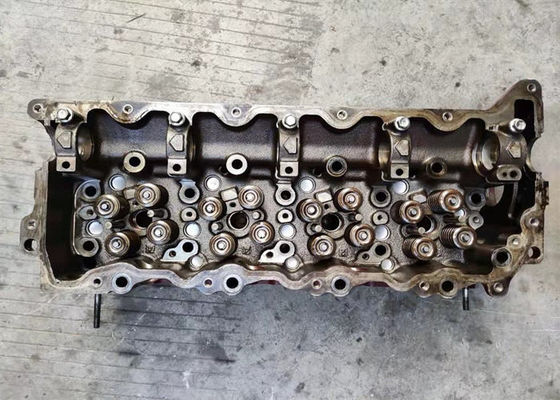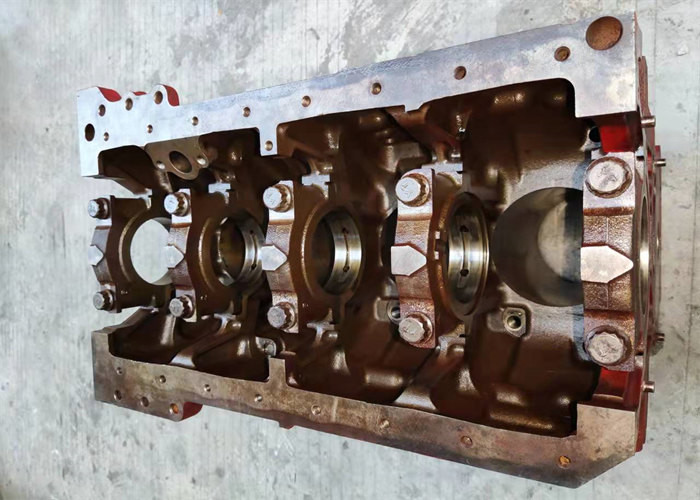
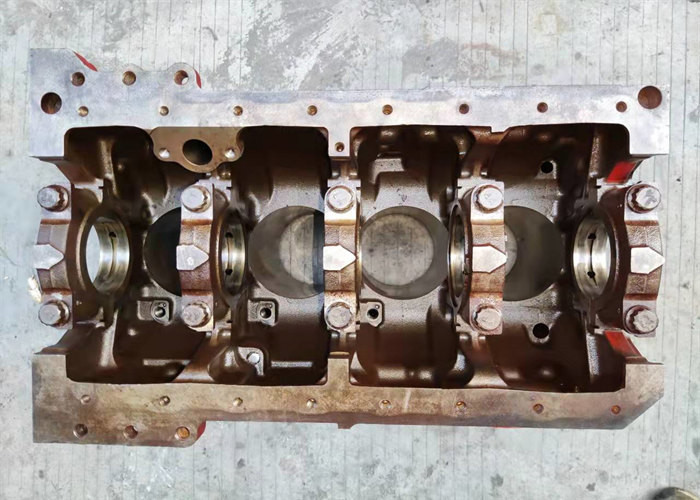
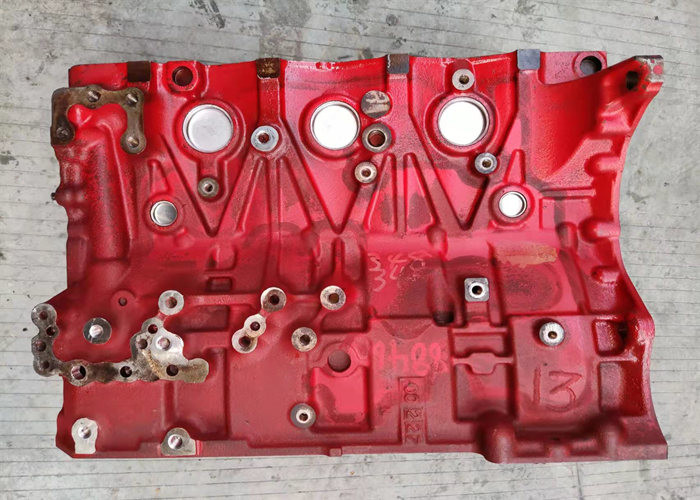
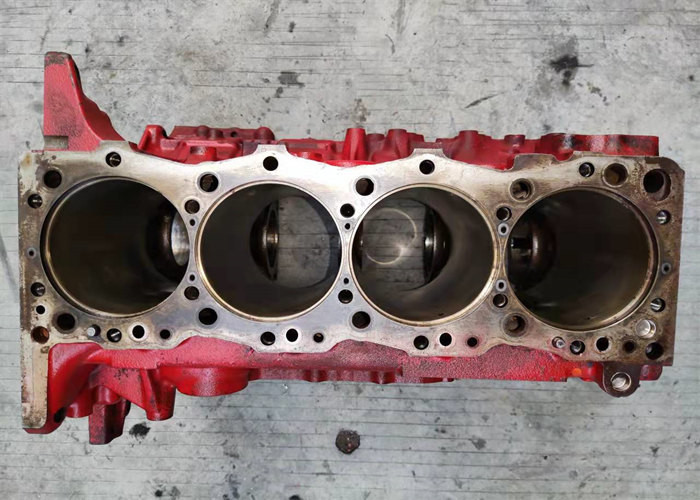
J05E Used Engine Blocks For Excavator SK200 - 8 SK250 - 8 11401 - E0702
Specification
| Car name: Engine cylinder block |
| Model Number:J05E |
| Cylinder stroke: 130 |
| Cylinder diameter: 112 |
| Application: Excavator |
| valve: 16 valve |
| Cooling: Water cooling |
| Injection: Electric |
| Work form: Turbo |
| The number of cylinder: 4 |
Description
Applicable casting processes
For the production of engine blocks, a multitude of casting technologies are applied. From an economic aspect, for mass produced engines, highly automated casting methods using sand moulds (“core package processes”), where the cycle time is not limited by the solidification
conditions, are competing with die casting methods where the cycle time is limited.
The majority of the currently produced aluminium engine blocks, in particular three- to sixcylinder in-line engines are produced using the HPDC process for cost-effectiveness. This process is characterized by a high productivity, however, the production volume must be big
enough to ensure pay-back of the fairly high tooling investment
.
The application of a steel mould limits the range of the applicable casting alloys. In principle, the HPDC technology allows only the fabrication of open deck engine block designs. But with a distinctly reduced water jacket depth and co-moulded cylinder bores, the realisation of an
open deck variant with a sufficiently rigid cylinder area to meet the requirements of most inline engines is possible. Also purpose-built sand cores that withstand the high pressures and thermal stresses of the HPDC casting method could be introduced for niche applications (top
performance engines in closed deck design), but this option is usually not considered.
High pressure die castings are near net-shape parts offering fairly accurate contours and extremely narrow tolerances in terms of dimensions, shape and position. Due to the very turbulent mould filling, a certain amount of casting defects (in particular gas inclusions) is unavoidable. This effect can be compensated by the application of advanced vacuum technologies. Re-feeding possibilities are limited as a result of the early solidification of the gate system, however, in some cases, the local formation of shrinkage cavities can be
countered by local squeezers.
In thin wall areas, the high solidification rate of high pressure die castings leads to significant strength levels. Engine blocks produced by the conventional HPDC process are usually used in the as-cast state. Heat treatments (e.g. solution heat treatment and artificial age hardening)
or welding operations are generally avoided since this would require the application of sophisticated high vacuum technologies.
![]()
![]()
![]()